Warping, inconsistent T6 strength, and excessive scrap are crippling your operational efficiency. You’ve invested heavily in a high-speed press, but if your profiles leave the extrusion furnace with hidden thermal defects, they are fundamentally compromised before they even hit the stretcher.
The root cause often lies upstream, in the stability and uniformity of your furnace flame.
Achieving certified T6 temper requires perfect metallurgical preparation, and that starts with the heat source. A poorly controlled gas furnace flame introduces thermal inconsistencies that lead to non-uniform microstructure and severe internal stresses. This guide provides the technical blueprint to diagnose your heating flame and demonstrates how Pinrui’s intelligent, patented automation is engineered as the necessary downstream shield to guarantee T6 quality.
I. The Hidden Damage Are Inconsistent Heating Flames Secretly Destroying Your T6 Yield?
Before you blame your stretching machine, consider the pre-quench state. The thermal distribution within the quench furnace dictates the quality of the final product.
H2: The SHT Defect Why Gas Furnace Flame Uniformity is Non-Negotiable
Solid Solution Heat Treatment (SHT) demands that every part of the profile reach the exact required solutionizing temperature. This process is highly sensitive to the furnace flame dynamics.
- The SHT Goal: To dissolve all strengthening precipitates back into the aluminum matrix.
- The Flame Failure: An unstable gas furnace flame creates temperature gradients across the profile load. Cold spots prevent full solutionizing. The result is a profile that physically cannot achieve the required T6 strength, no matter how perfect the subsequent quenching treatment or ageing furnace cycle is.
- Dimensional Stress: Uneven heating causes differential thermal expansion. When the profile enters the online quenching phase, these stresses are locked in, resulting in immediate and severe distortion. This problem highlights a fundamental difference compared to heat treating tempered steel.
Key Takeaway: If your T6 yield is inconsistent, focus first on optimizing the heating flame and reducing thermal variation to below 5 degrees Celsius.
II. Stop Guessing How to Precisely Measure and Tune Your Gas Furnace Flame
You cannot fix what you cannot measure. Operators must move beyond simple temperature setpoints and perform rigorous checks on the combustion performance.
H2: An Expert’s Checklist for Diagnosing Heating Flame Health
Professional diagnosis moves away from guesswork and focuses on three measurable areas. This is your foundation for successful aluminium hardening.
- Visual and Auditory Flame Assessment
- Visual Cue: A healthy gas furnace flame should be clean, short, and stable, typically with a clear blue core. Excessive yellow tips often indicate insufficient air (poor combustion).
- Auditory Cue: Listen for a smooth, steady burn. A roaring or pulsating flame suggests unstable pressure, which directly impacts the profile’s thermal uniformity.
- Thermal Uniformity Survey (TUS)
- The Necessity: A TUS uses multiple thermocouples to map the temperature distribution inside the quench furnace. This reveals specific hot and cold zones caused by the furnace flame trajectory.
- Action: TUS data must guide any adjustments to burner angles or baffles. It provides the only factual basis for optimizing the thermal environment before the profile hits the cooling bed.
- Flue Gas Combustion Analysis
- Efficiency and Atmosphere: Measure residual Oxygen (O2) and Carbon Monoxide (CO) in the exhaust. These readings determine the air-to-fuel ratio.
- Quality Risk: Maintaining a neutral atmosphere is vital for quenching metal. An overly oxidizing atmosphere, caused by a lean heating flame, promotes detrimental surface scaling.
H3: Troubleshooting Common Furnace Flame Instability Issues
Quickly identifying and correcting these common issues will immediately reduce downstream defects.
| Flame Problem | Probable Cause | Immediate Action |
| Yellow/Sooty Flame | Incomplete combustion (lack of air). | Check burner cleanliness and increase combustion air supply (adjust air damper). |
| Localized Hot Spot | Flame impingement (flame hitting the profile or wall). | Adjust the burner angle or reduce the gas velocity to shorten the furnace flame path. |
| Temperature Fluctuation | Unstable gas pressure or inconsistent air supply. | Check system regulators and look for mechanical issues in the blower system. |
III. Pinrui’s Downstream Shield How Automation Protects Against Flame Defects
In the real-world environment of industrial heat treatment, thermal perfection is impossible. This is where Pinrui Machinery steps in. Our 24 patents are focused on the intelligent handling required to manage and correct the stresses and distortions introduced by minor heating flame inconsistencies.
H2: Dynamic Stress Management Protecting Profiles from Warpage
The number one challenge caused by uneven heating is severe profile warpage during cooling. Pinrui’s advanced servo puller technology provides a dynamic solution.
- The Problem with Fixed Tension: Conventional automatic puller systems cannot adapt to the varying internal stresses of an unevenly heated profile. They simply apply a fixed force, often leading to more warpage.
- The Servo Advantage: Our full servo puller—and its high-speed variations like the alternating full servo puller and twin head double saw puller—utilize real-time feedback. They measure the profile’s contraction speed and precisely adjust tension (not a fixed force) to counteract the thermal stress inherited from the gas furnace flame.
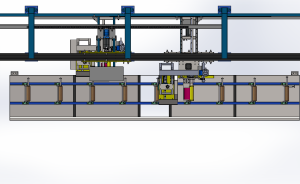
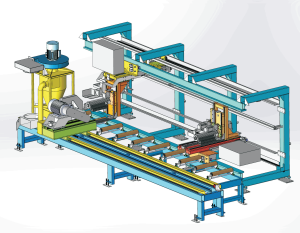
- Guaranteed Stability: This precision management ensures that profiles, even those with slight thermal non-uniformity, maintain their dimensional integrity as they move onto the translational type cooling bed production line and eventually reach the finished products saw saw gauge. Our puller solutions maximize the yield that a basic single puller cannot.
H2: Correcting Thermal Lag with Precision Online Quenching
If your SHT process left certain profile areas thermally lagging, the cooling process must compensate. Pinrui’s online quenching systems are engineered for targeted cooling.
- Zonal Correction: Our systems feature multi-zone quench capabilities. If your diagnostics reveal a consistent cold spot from the furnace flame, the online quenching unit can apply a more aggressive, controlled quench to the corresponding side of the profile. This ensures complete T6 hardness is achieved. You can explore how to achieve precision online quenching control for maximum effectiveness.
- Minimizing Quench Delay: The speed and power of our cooling systems minimize the critical quench delay time, ensuring that the profile’s high-temperature state is preserved as it is rapidly cooled. This preserves the desired structure achieved by the heating flame.
- End-to-End Integrity: Our commitment to quality extends throughout the line, from the automatic handing table production line to the automatic stacker. Every machine is built to manage the delicate state of the profile after what is quenching has occurred.
IV. Beyond the Basics The Future of Gas Furnace Flame Integration
Forward-thinking manufacturers are moving toward integrated thermal management, connecting upstream combustion data with downstream automation.
H2: The Role of Data in Pinrui’s Advanced Automation
True efficiency is achieved when the gas furnace flame is linked to the full servo puller and the online quenching system.
- Predictive Compensation: Future-proof systems utilize sensors to detect subtle shifts in the furnace flame profile and atmospheric conditions. This data is instantly fed to the full servo puller and online quenching systems, allowing them to predictively adjust tension and cooling intensity before a defect fully forms.
- Energy and Quality: Optimizing the heating flame for efficiency—using techniques like pre-heating combustion air—is a dual-win. It saves energy and ensures a more stable, higher-quality flame source, resulting in consistent age-hardened aluminum profiles.
- Line-Wide Benefits: By minimizing defects from the start, you reduce excessive wear on your downstream equipment, including the finish saw and saw gauge system machine, ensuring a longer service life and reduced maintenance.
V. Next Steps Stop Losing Yield, Start Guaranteeing T6 Quality
You now have the tools to diagnose and understand the profound impact of the furnace flame on your final product.
However, the reality is that furnace refurbishment is costly, complex, and time-consuming. You need a reliable solution now to manage the thermal variability of your existing equipment. Pinrui Machinery, founded in 2009, is the partner trusted by manufacturers in over 30 export countries to provide that exact assurance.
We offer patented technology, including our servo pullers and precision online quenching systems, that protects your yield from the moment the profile exits the press. We secure the T6 quality you worked so hard to achieve.
H2: Frequently Asked Questions About Flame-Related Quality
Q: Can a poor Gas Furnace Flame affect the final texture of the aluminum?
A: Yes, an overly oxidizing gas furnace flame atmosphere can cause rapid, uneven oxidation on the profile surface, sometimes referred to as scaling. While this is distinct from annealing aluminium, it can compromise the surface finish and even affect subsequent finishing processes.
Q: What is the main difference between Pinrui’s servo puller and a standard single puller?
A: The main difference is intelligence. A standard single puller or conventional automatic puller applies fixed tension. Our full servo puller utilizes dynamic algorithms to measure the speed of the profile and adjust tension in real-time, specifically counteracting the differential stress caused by non-uniform heating flame temperatures.
Q: What should I focus on first: Flame optimization or Online Quenching?
A: Optimize the furnace flame first, as it sets the metallurgical potential. However, if flame optimization is delayed due to equipment constraints, immediately upgrade to an advanced online quenching and servo pulling system. Our equipment acts as the most effective mitigation measure against the inevitable defects caused by minor upstream fluctuations.
Your Low-Commitment Next Step
You don’t have to overhaul your entire furnace to solve your T6 quality issues. The smart solution is downstream control.
Action Call: Stop accepting warpage and low T6 yield. Let us prove how our 24 patented technologies can immediately stabilize your production line. Click below to schedule a Profile Integrity Audit. We will assess your current scrap rates and show you the projected yield increase from implementing our intelligent servo pulling and online quenching systems—with zero obligation.